AI 驅動文件
您想了解什麼?
第二步:對齊
對齊器是相機中最強大(也是最容易被誤解)的部分。一旦理解了它,一切就豁然開朗。讓我們用簡單的方式解釋一下。
實際操作演示
在繼續閱讀之前,先體驗一下模擬器。關閉對齊器,然後移動滑塊來平移和旋轉零件。橙色 ROI 顯示跟蹤零件的感興趣區域 (ROI),當對齊器無法繼續跟蹤時,綠色框會變為紅色。
相機設定
模擬真實環境
移動生產線上的零件。
Legend
對齊的作用(以及為什麼需要它)
想象一下,你正在檢測電路板上的螺絲。你在每個螺絲的位置畫了一個小框。但是,當下一塊電路板進來時稍微向左偏移了,或者旋轉了一度,會發生什麼?此時你的框就對準了錯誤的位置。
對齊器可以解決這個問題。 它會檢視每張新影象,找出零件移動到了哪裡,然後將你所有的檢測框平移以匹配新位置。這就像有一個助手對你說:"電路板向左移動了 3 畫素並旋轉了 0.5 度,所以我幫你把所有的框都移動到對應位置。"
為什麼這很強大: 當你的檢測框可以隨零件一起移動時,你就可以把它們做得更小。而更小的框只需要更少的資料來訓練 AI。這是一個從良好對齊開始的連鎖收益。
為什麼對齊是一切的基礎
對齊器不僅僅是一個"錦上添花"的功能。它是決定整個檢測精度的連鎖反應中的第一張多米諾骨牌。下面是這個流程:
對齊 → 更小的 ROI → 所需訓練資料更少 → 更準確的 AI
每一步都依賴於前一步:
- 良好的對齊 意味著即使零件在傳送帶上發生平移或旋轉,你的檢測框也能精確跟蹤零件。
- 精確跟蹤 意味著你可以畫出 更小的檢測框 (ROI)。無需為零件移動留出額外的邊距。
- 更小的 ROI 意味著 AI 看到的是一個緊密裁剪的檢視,只包含你關心的特徵(螺絲、聯結器、焊點),而不是大片不相關的背景。
- 更少的背景噪聲 意味著 AI 學習所需的 訓練影象更少,並且在生產中犯的 錯誤更少。
對齊器並不進行任何檢測。它不判斷透過或失敗。它唯一的工作就是 動態移動你的檢測框,使其每次都準確地落在正確的位置上。檢測框才是真正進行檢測的部分。檢測框內的 AI 才是真正進行判斷的部分。但如果框的位置不對,這一切都無法正常工作。
可以把它想象成一條鏈:對齊器 → ROI → 分類器/分割器。如果第一個環節薄弱,下游的一切都會崩潰。
工作原理:把它想象成一個拼圖
對齊器透過匹配邊緣來工作。這裡有一個簡單的思考方式:
- 你拍一張"參考照片"(模板影象),拍攝一個完美的零件
- 在照片上指出特定特徵(角、邊緣、孔),這些特徵在每個零件上看起來都相同
- 每當有新零件到達時,相機會在新影象中找到這些相同的特徵
- 它計算差異:"這個零件向左偏移 5 畫素,向上偏移 2 畫素,並傾斜了 1.2 度"
- 它將你所有的檢測框 按照這個偏移量移動
這就像玩一個匹配遊戲。相機找到你向它展示的特徵,並將其作為錨點使用。
對齊的黃金法則
這條簡單的法則將決定您的對齊是完美執行還是令人沮喪地抖動。原因如下:
這樣想: 想象您正在判斷牆上的相框是否歪斜。
- 如果您只看一個角,您可能會以為它是正的,而實際上它是傾斜的
- 如果您看兩個對角(左上和右下),您可以立刻判斷它是否歪斜,以及歪斜了多少
同樣的原則適用於對齊器。如果只在零件的一側放置一個區域,0.5 度的微小測量誤差仍然是 0.5 度。但如果在對面兩側各放一個區域,相同的誤差會被平均到大約 0.05 度,精度提高了十倍。
關鍵:不要對齊到什麼
這是對齊失敗的首要原因。在您接觸對齊器介面之前,請牢記以下兩條規則。
1. 切勿對齊到缺陷
缺陷是不可預測的。劃痕、凹痕或缺失的螺絲在每個零件上可能看起來完全不同,或者根本不存在。
如果您讓相機使用劃痕作為錨點,那麼當一個完好無瑕、沒有劃痕的零件流過產線時,對齊將完全失敗。相機將不知道在哪裡放置您的檢測框,整個系統將崩潰。
使用對齊器透過始終存在的特徵(剛性邊緣、機加工角、鑽孔)來找到零件。然後使用檢測框來查詢不可預測的缺陷。對齊器負責找到零件。檢測框負責發現問題。
2. 切勿對齊到可移動的零件或標籤
如果您對齊到某個可以獨立於主體移動的物體,例如鬆動的電線、紙板翻蓋或條形碼貼紙,您會無意中使相機將所有檢測框都偏移到錯誤的位置。
示例: 假設您將對齊器錨定到一個條形碼貼紙上。在下一個零件上,工人不小心將該貼紙放在了左側半英寸處。相機看到貼紙移動了,便認為整個零件向左移動了半英寸。它會偏移所有檢測框來補償。但實際的金屬零件並沒有移動,只有貼紙移動了。現在您所有的檢測框都在檢視錯誤的位置,導致全面的誤判失敗。
只錨定到永久固定在零件剛性主體上的特徵:機加工邊緣、模製角、鑽孔、PCB 輪廓。切勿錨定到標籤、貼紙、電線、翻蓋或任何人可能意外重新放置的物體。
快速總結:對齊什麼 vs. 避免什麼
| 對齊到(永久、剛性特徵) | 切勿對齊到(可變或可移動) |
|---|---|
| 機加工邊緣 | 劃痕、凹痕或缺陷 |
| 鑽孔 | 條形碼貼紙或標籤 |
| PCB 輪廓 | 鬆動的電線或電纜 |
| 模製的角或特徵 | 紙板翻蓋或包裝 |
| 衝壓金屬邊緣 | 膠帶、粘合劑或記號筆標記 |
| 鑄造或鍛造幾何形狀 | 任何人可能重新放置的特徵 |
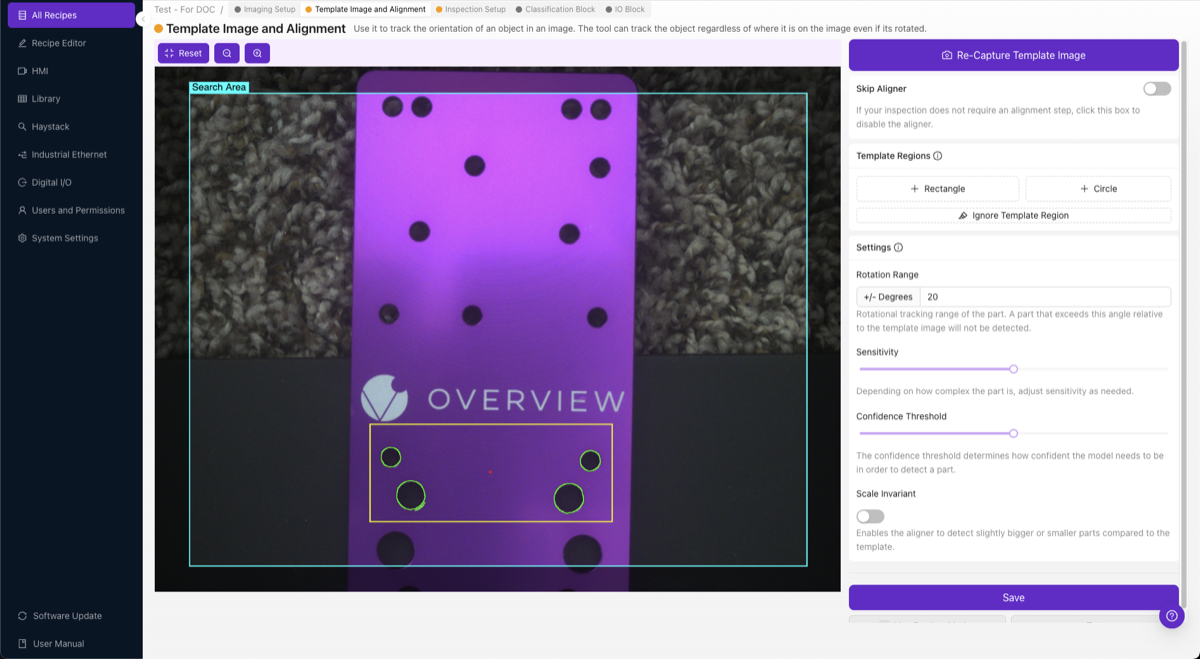
對齊器介面
以下是對齊器設定介面的樣子。您將看到模板影象上帶有彩色邊緣高亮,顯示對齊器用作參考特徵的內容:
分步設定
1. 捕獲模板影象
將一個良好、無缺陷的零件放置在相機的視野中。該零件將成為未來所有零件的比較基準。
- 零件應光照充足、邊緣清晰
- 確保零件清潔,沒有碎屑或異常標記
- 按其在生產中通常出現的方式放置
點選 Capture Template Image。
2. 新增模板區域
點選 + Rectangle(或 + Circle)建立模板區域。您將放置 2-3 個。
應對齊的物件(永不改變的特徵):
- 機加工邊緣
- 鑽孔
- PCB 輪廓
- 模塑特徵
- 衝壓角
不應對齊的物件:
- 有紋理或可變的表面
- 可能出現缺陷的區域
- 產生眩光的反射點
- 在每張影象中可能看不到的微小細節
- 可能移動的標籤或標記
3. 理解邊緣高亮
放置模板區域時,您將看到彩色高亮:
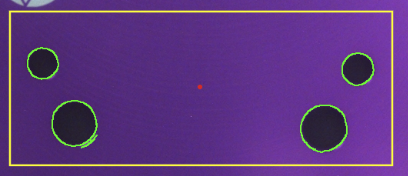
- 綠色高亮 = 檢測到強且可用的邊緣。這是您想要的結果。
- 紅色高亮 = 邊緣不足。將區域移動到邊緣更清晰的特徵上。
- 紅點 = 對齊參考點(所有感興趣區域 (ROI) 的中心)。
4. 使用 Ignore 工具清除噪聲邊緣
大多數人會忽略這一步,但它會帶來巨大的差異。
點選 Ignore Template Region,將不希望對齊器使用的邊緣塗抹掉。請移除:
- 隨機的背景紋理
- 眩光或反射
- 表面噪聲
- 來自碎屑或標籤的邊緣
- 在零件之間可能發生變化的任何邊緣
5. 調整靈敏度

靈敏度滑塊控制對齊器在模板區域內檢測邊緣的積極程度。較高的靈敏度會捕獲更多的邊緣,包括微弱或模糊的邊緣;較低的靈敏度僅保留最強的邊緣。
實用規則: 將靈敏度設定為能夠使模板區域呈現穩固綠色高亮的最低值。從低開始,僅在特徵仍顯示紅色(檢測到的邊緣不足)時才提高。
- 過低 → 模板區域保持紅色;對齊器沒有足夠的特徵進行可靠匹配
- 過高 → 綠色蔓延到背景紋理和表面噪聲上;對齊器可能鎖定無關特徵併產生抖動
如果需要更多邊緣,請提高靈敏度滑塊。但靈敏度提高得越多,返回第 4 步並使用 Ignore 工具清除新噪聲就越重要。可以將其視為撒下一張大網,然後仔細挑選出好魚。
6. 設定旋轉範圍
此設定控制對齊器搜尋的旋轉角度範圍:
- ±180°:查詢任何旋轉角度的零件(完整 360°)。適用於大多數應用。
- ±5-20°:僅當零件大致處於預期方向時才匹配
- ±0°:僅精確角度匹配
如果您將範圍設定得較窄,例如 ±5°,而進入的零件旋轉了 10°,對齊器將無法匹配它,您可以將此失敗用作剔除訊號。便於捕獲方向不正確的零件。
7. 設定置信度閾值

對齊器對找到正確匹配的置信度要求:
- 範圍: 0.0 到 1.0(百分比越低 = 匹配越嚴格)
- 推薦: 0.6 到 0.9
- 過高 → 可能遺漏有效零件。過低 → 可能匹配錯誤特徵。
8. 啟用尺度不變(如有需要)
如果您的零件距離相機可能近或遠 ±10%(例如傳送帶上的高度變化),請啟用此選項。否則,請將其保持關閉以獲得最快速度。
9. 儲存並測試
這是最重要的步驟。請勿跳過測試。
- 點選 儲存。這將訓練並部署對齊器。
- 點選 Live Preview Mode
- 移動零件:左、右、上、下
- 在您的預期範圍內旋轉零件
- 將其放置在畫面的角落
- 嘗試不同的有效零件
- 嘗試破壞它。 找出對齊失敗的位置。
如果對齊無法可靠跟蹤,請立即修復。如果您繼續前進,花時間設定感興趣區域 (ROI) 並訓練 AI,然後發現對齊不可靠,您將不得不返回重做所有工作。這就是瀑布效應。
2D 限制(需要了解的重要事項)
對齊器僅在 2D 中工作:即相機看到的平面。它可以處理:
- 左/右移動
- 上/下移動
- 旋轉(在平面上旋轉)
- 輕微的尺寸變化(如果啟用了尺度不變)
它不能處理:
- 翹曲或彎曲的零件
- 朝向或遠離相機傾斜的零件
- 任何 3D 變化
如果您的零件存在 3D 變化(一側比另一側更靠近相機),請完全跳過對齊器,改用具有位置不變訓練的分割器。(分割器需要 OV20i 或 OV80i;OV10i 僅支援分類器。)
何時跳過對齊器
您仍然需要捕獲模板影象(系統要求如此),但在以下情況下,您可以切換 Skip Aligner:
- 您的零件位於精密夾具中,移動量小於 1-2 畫素
- 您正在使用機械定位以保證精確定位
- 您正在使用不需要位置跟蹤的分割器(僅限 OV20i/OV80i)
快速參考
| 設定 | 推薦值 | 調整時機... |
|---|---|---|
| 模板區域 | 2-3 個,儘可能分散 | 對齊抖動 → 新增區域,將它們分散開 |
| 靈敏度 | 在您的特徵上呈現穩定綠色的最低值 | 邊緣不足(紅色)→ 提高,然後清理噪聲 |
| 旋轉範圍 | 大多數應用為 ±180° | 零件以已知方向進入 → 縮小範圍 |
| 置信度 | 0.6-0.9 | 錯誤匹配 → 提高。遺漏有效零件 → 降低 |
| 尺度不變 | 除非需要,否則關閉 | 零件距離相機距離不一 → 啟用 |
對齊故障排除
常見對齊問題及解決方法
| 問題 | 可能原因 | 解決方法 |
|---|---|---|
| ROI 不隨零件移動 | Skip Aligner 已開啟,或沒有模板區域 | 禁用 skip;新增模板區域 |
| 對齊來回抖動 | 單一區域,或區域之間過於靠近 | 在相對的兩側遠距離放置 2-3 個區域 |
| 置信度始終接近 0% | 區域內沒有可用的邊緣 | 將區域移至具有強烈、清晰邊緣的特徵上 |
| 匹配錯誤物件 | 特徵不夠獨特,閾值過低 | 選擇更具辨識度的特徵;提高置信度閾值 |
| 部分零件可用,其他失敗 | 區域放置在零件之間存在差異的特徵上 | 將區域移至通用特徵(如機加工邊緣、孔位) |
對齊檢查清單
繼續之前,請確認:
- 模板影象採集自良好且無缺陷的零件
- 在強而穩定的特徵上放置了 2-3 個模板區域
- 區域在零件上儘可能遠距離分佈
- 使用 Ignore 工具清理了雜亂邊緣
- 靈敏度調整足夠低以避免噪聲,足夠高以使特徵顯示為穩定綠色
- 已設定旋轉範圍和置信度閾值
- 已測試實時預覽;對齊能在所有位置跟蹤零件
對齊效果良好?請前往第 3 步:感興趣區域 (ROI)。