AI 驅動文件
您想了解什麼?
使用 PLC 切換程式
概述
本指南概述了使用 PLC 邏輯在 OV10i 相機系統中切換檢查程式的流程。程式切換允許您為不同的零件或工藝配置不同的檢查引數和標準,而無需對相機進行物理重新配置。每個程式包含特定的檢查設定,在它們之間切換可在製造環境中實現靈活的自動化。
程式切換過程涉及 PLC 與相機之間的協調握手,確保程式切換在不干擾正在進行的操作的情況下安全完成。
先決條件
在實施程式切換功能之前,請確保滿足以下要求:
- OV10i 相機已連線到 PLC(參見 連線到 PLC(Ethernet/IP, PROFINET))。
- PLC 程式設計軟體(例如 Studio 5000)。
- 所需的程式必須已預先配置並儲存在相機上
邏輯示例
程式切換邏輯遵循以下順序:
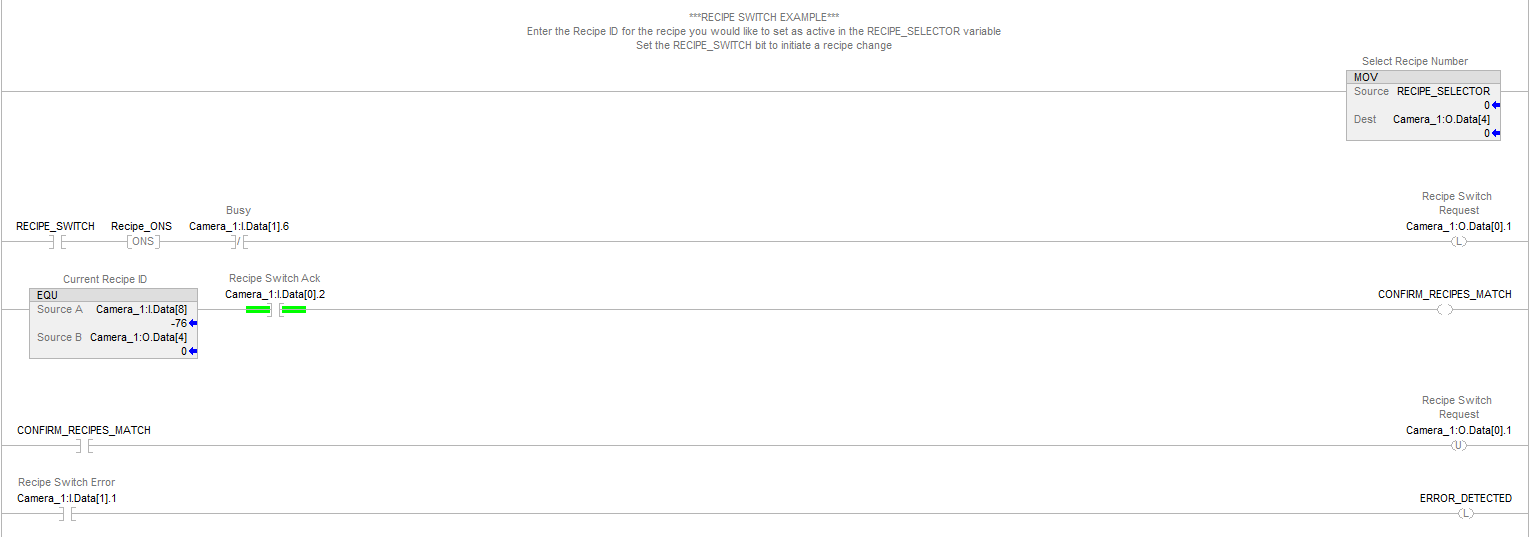
第一步:設定程式編號
MOVE [Recipe_Number] → Camera_1:O.Data[4]
將所需的程式 ID 從您的 PLC 標籤傳輸到相機的程式選擇暫存器。
第二步:發起程式切換
[RECIPE_SWITCH] → [Recipe_ONS] → Camera_1:O.Data[0].1
使用按鈕或具有單次上升沿的控制訊號來觸發程式切換請求。
第三步:監視相機狀態
NOT Camera_1:I.Data[1].6 (Busy Signal)
在發起切換前確保相機沒有正在處理任務。
第四步:鎖存切換請求
Camera_1:O.Data[0].1 (Latch ON)
程式切換請求位必須保持為高,直至被相機確認。
第五步:驗證完成情況
Camera_1:I.Data[0].2 (Recipe Switch Ack) AND
EQ Camera_1:I.Data[8] Camera_1:O.Data[4] (Recipe Match)
等待相機確認及程式 ID 驗證完成。
第六步:重置請求
Camera_1:O.Data[0].1 (Unlatch)
成功完成後清除程式切換請求位。
第七步:錯誤監視
Camera_1:I.Data[1].1 → Error_Detected
在整個過程中持續監視錯誤狀況。
時序圖
程式切換過程遵循以下時序順序:
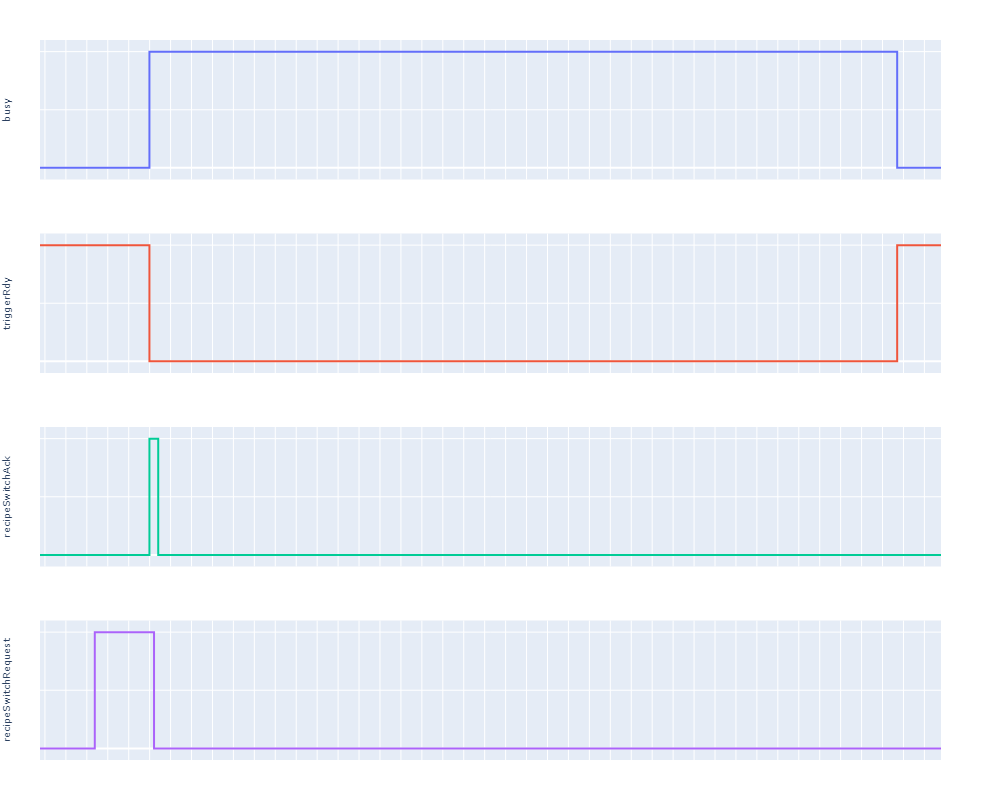
訊號流:
- Busy 訊號:起始為低電平(非活動),過程開始時變為高電平,完成時返回低電平
- TriggerRdy(觸發就緒):起始為高電平(就緒),操作期間變為低電平,準備好接受下一次觸發時返回高電平
- RecipeSwitchRequest:變為高電平以請求程式切換,短暫保持高電平以供系統登記,確認後返回低電平
- RecipeSwitchAck:短暫變為高電平以確認請求,然後返回低電平
關鍵時序關係:
- Busy 訊號跟蹤整體系統佔用情況
- TriggerRdy 指示系統何時可以接受新的觸發命令
- 程式切換請求會阻止觸發操作
- 所有訊號必須先返回空閒狀態,才能開始下一次操作
此順序確保操作狀態之間能夠順利過渡而不發生衝突。
核心概念
程式管理
- 程式 ID:每個程式都有一個唯一的數字識別符號
- 當前 vs. 選定:系統同時維護當前活動的程式和新選定的程式以便進行比較
- 程式驗證:系統透過比較程式 ID 來確認切換是否成功
訊號握手
- 請求/確認模式:PLC 請求程式切換,相機確認接收
- 鎖存邏輯:請求訊號必須保持,直到收到確認
- 單次觸發:防止訊號波動或噪聲引起的多次請求
錯誤處理
- 錯誤檢測:系統在切換過程中監控錯誤
- 錯誤鎖存:錯誤狀態保持鎖存,直到手動清除
- 流程阻塞:程式切換會阻塞觸發操作以防止衝突
系統狀態
- 空閒狀態:系統準備接受新命令
- 忙碌狀態:系統正在處理程式切換或其他操作
- 錯誤狀態:系統檢測到需要關注的錯誤狀況
最佳實踐
安全性與可靠性
- 始終在啟動程式切換前驗證相機未處於忙碌狀態
- 持續監控錯誤狀況並實施適當的錯誤處理
- 使用單次訊號以防止多次意外請求
- 切換後驗證程式匹配以確認成功
操作效率
- 儘量減少程式切換頻率以降低系統開銷
- 儘可能將類似操作分組在同一程式下
- 將程式切換安排在生產週期的自然間歇期
- 在投入生產前充分測試程式切換
程式設計指南
- 實施適當的互鎖以防止操作衝突
- 使用描述性的標籤名以提高程式碼可維護性
- 記錄程式用途和切換條件
- 包含超時邏輯以便在通訊故障時進行錯誤檢測
警告說明
- 程式切換會阻塞觸發操作 - 請確保時序協調
- 請勿將程式切換請求持續保持為高電平 - 這將阻止相機的正常操作
- 在生產中依賴程式切換之前,請驗證通訊穩定性
關鍵訊號彙總
控制訊號(PLC 到相機)
| 訊號 | 地址 | 功能 |
|---|---|---|
| 程式編號 | Camera_1:O.Data[4] | 指定要切換到的程式 |
| 程式切換請求 | Camera_1:O.Data[0].1 | 啟動程式切換流程 |
狀態訊號(相機到 PLC)
| 訊號 | 地址 | 功能 |
|---|---|---|
| 忙碌 | Camera_1:I.Data[1].6 | 表示相機正在處理 |
| 程式切換確認 | Camera_1:I.Data[0].2 | 確認程式切換請求 |
| 當前程式 ID | Camera_1:I.Data[8] | 報告當前活動的程式 |
| 程式切換錯誤 | Camera_1:I.Data[1].1 | 表示程式切換期間出現錯誤 |
PLC 內部標籤
| 訊號 | 型別 | 功能 |
|---|---|---|
| RECIPE_SWITCH | BOOL | 啟動程式切換流程 |
| Recipe_ONS | ONS | 為切換啟動提供單次訊號 |
| CONFIRM_RECIPES_MATCH | BOOL | 確認當前程式與選定程式匹配 |
| Error_Detected | BOOL | 標記錯誤狀況以提示操作員注意 |
結論
OV10i 相機系統中的程式切換透過適當的握手協議提供靈活的自動化能力,同時保持操作安全性。成功取決於遵循正確的操作順序、監控系統狀態以及實施穩健的錯誤處理。
可靠的程式切換的關鍵在於理解訊號之間的時序關係,並確保在啟動切換之前相機未處於忙碌狀態。透過遵循概述的步驟和最佳實踐,您可以在不同的檢查配置之間實現平滑切換,同時保持系統可靠性和生產效率。
請記住,程式切換是 PLC 和相機之間的協調過程——兩個系統都必須正確配置並有效通訊才能成功執行。定期測試和驗證切換邏輯將有助於確保在生產環境中的一致效能。