AI 驱动文档
您想了解什么?
触发模式(手动、数字、传感器)
本页面解释了 OV20i 系统中可用的五种触发模式,以及如何为不同的检测场景和自动化需求配置每种模式。
触发模式概述
OV20i 提供五种不同的触发模式,以适应各种生产环境和自动化需求:
- 手动 - HMI 屏幕触发
- 硬件 - 电信号触发
- PLC - 工业控制器通信
- 对齐器触发 - 检测到部件对齐时自动触发
- 间隔触发 - 基于定时器的自动触发
手动触发模式
什么是手动触发?
手动触发允许操作员通过 HMI 界面上的屏幕捕获按钮直接启动检测。
工作原理:
- 操作员在 HMI 界面中点击 捕获 按钮
- 相机立即捕获并处理图像
- 结果实时显示在 HMI 屏幕上
最佳使用案例:
- ✅ 设置和测试 - 配方开发和验证
- ✅ 低产量生产 - 偶尔的质量检查
- ✅ 培训和演示 - 教授操作员系统功能
- ✅ 故障排除 - 手动验证检测结果
配置:
- 在成像设置 > 光度控制中将触发模式设置为 手动
- 无需额外的硬件连接
- 可从 HMI 页面捕获控制访问
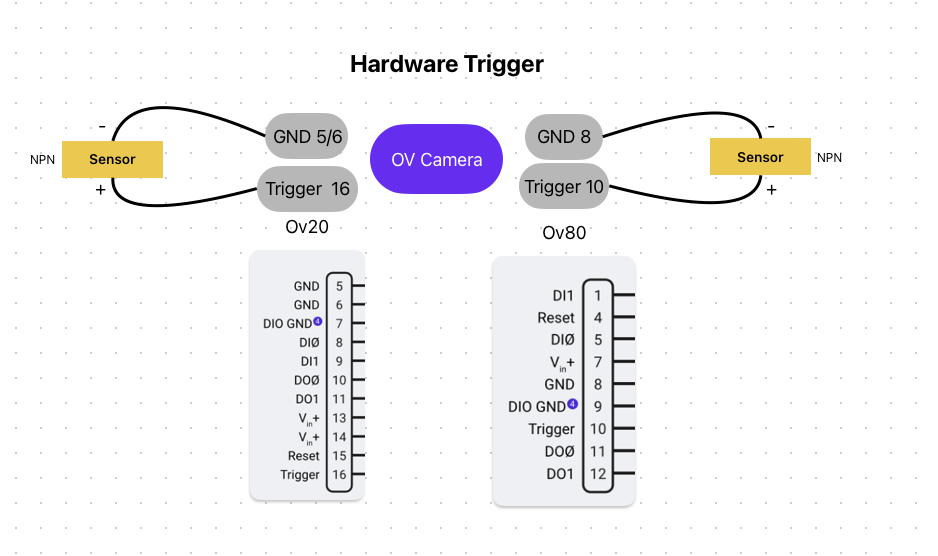
硬件触发模式
什么是硬件触发?
硬件触发使用直接发送到相机数字输入引脚的电信号来启动检测。
电气连接:
- 触发输入引脚: M12 A编码 17 针连接器上的数字输入(DI)
- 信号类型: 拉至 GND 以激活输入
- 电压: 兼容 24V 工业系统
- 响应: 信号转换时立即捕获
工作原理:
- 外部设备向相机的触发输入发送电信号
- 相机检测到下降沿信号转换
- 检测周期自动启动
- 结果通过数字输出或通信协议提供
最佳使用案例:
- ✅ 高速生产线 - 传送带集成
- ✅ 传感器驱动系统 - 接近传感器、光电传感器
- ✅ 简单自动化 - 无需 PLC 的直接电气集成
- ✅ 改造应用 - 为现有机械添加视觉功能
配置:
- 在成像设置 > 光度控制中将触发模式设置为 硬件
- 将触发源连接到指定的数字输入引脚
- 配置信号极性和下降沿检测
PLC 触发模式
什么是 PLC 触发?
PLC 触发使相机与可编程逻辑控制器之间通过工业以太网协议进行复杂通信。
通信协议:
- Ethernet/IP - Allen-Bradley、Rockwell Automation PLC
- Profinet - Siemens、Mitsubishi、Omron PLC 通过以太网
- 工业以太网 - 主要 PLC 品牌的通用连接
信号流过程:
- PLC 触发命令 - PLC 向相机发送触发请求
- 触发确认 - 相机确认收到触发
- 曝光完成 - 相机发出图像捕获完成信号
- 检测完成 - 相机指示处理完成
- 合格/不合格结果 - 最终检测结果发送到 PLC
高级功能:
- 触发 ID 跟踪 - 16 位滚动 ID 用于关联
- 忙信号监控 - 相机状态反馈给 PLC
- 双向通信 - 完整数据交换能力
- 配方选择 - PLC 可以在检测配方之间切换
最佳使用案例:
- ✅ 复杂自动化系统 - 多站点生产线
- ✅ 数据集成 - 制造执行系统(MES)
- ✅ 配方管理 - 自动检测切换
- ✅ 质量跟踪 - 详细生产报告
配置:
- 在成像设置 > 光度控制中将触发模式设置为 PLC 触发
- 配置网络通信协议
- 设置 PLC 逻辑以进行触发排序
- 映射数据交换参数
对齐器触发模式
什么是对齐器触发?
对齐器触发在模板对齐系统成功定位并对齐视野内的部件时自动启动检查。
备注
这被视为软件触发模式,可能并不适合所有生产场景。
工作原理:
- 模板匹配 - 相机持续搜索对齐模式
- 部件检测 - 对齐器根据模板区域定位部件
- 置信度检查 - 对齐置信度超过阈值
- 自动触发 - 检查在没有外部信号的情况下启动
- ROI 调整 - 检查区域与检测到的部件位置对齐
模板配置:
- 模板区域 - 用于边缘检测的矩形或圆形模式
- 旋转范围 - 部件方向的 0-180 度容差
- 灵敏度 - 边缘检测灵敏度调整
- 置信度阈值 - 最小对齐置信度(推荐 0.6-0.9)
- 搜索区域 - 限制区域以提高速度和准确性
最佳使用案例:
- ✅ 可变部件定位 - 部件未固定一致
- ✅ 机器人呈现 - 拾取和放置应用
- ✅ 灵活生产 - 多种部件方向
- ✅ 自动进料系统 - 振动盘、输送机
限制:
- ⚠️ 软件依赖性 - 依赖于对齐算法的性能
- ⚠️ 处理开销 - 持续的模板匹配影响速度
- ⚠️ 误触发 - 可能会在相似但不正确的模式上触发
配置:
- 在成像设置 > 光度控制中将触发模式设置为 对齐器触发
- 配置模板图像和对齐区域
- 设置置信度阈值和搜索区域
- 测试不同部件变体的对齐可靠性
间隔触发模式
什么是间隔触发?
间隔触发在预定时间间隔自动捕获图像,适用于持续监控和定期质量检查。
工作原理:
- 定时器配置 - 设置检查间隔(秒、分钟、小时)
- 自动循环 - 相机在指定间隔触发
- 连续操作 - 独立运行,无需外部信号
- 时间戳记录 - 每次捕获都记录精确时间
定时选项:
- 固定间隔 - 定期检查
- 可配置持续时间 - 捕获之间的秒到小时
- 开始/停止控制 - 手动覆盖功能
- 日程集成 - 与生产日程的潜在集成
最佳使用案例:
- ✅ 过程监控 - 持续质量监测
- ✅ 缓慢生产 - 低频率检查需求
- ✅ 环境监测 - 定期条件检查
- ✅ 数据收集 - 统计过程控制采样
配置:
- 在成像设置 > 光度控制中将触发模式设置为 间隔
- 配置间隔时间参数
- 设置开始/停止条件
- 定义数据记录要求
触发模式选择指南
| 触发模式 | 速度 | 自动化水平 | 设置复杂性 | 最佳适用场景 |
|---|---|---|---|---|
| 手动 | 慢 | 手动 | 简单 | 测试、设置 |
| 硬件 | 快 | 中等 | 中等 | 高速生产线 |
| PLC | 快 | 高 | 复杂 | 复杂自动化 |
| 对齐器 | 可变 | 高 | 中等 | 可变定位 |
| 间隔 | 定期 | 高 | 简单 | 监控 |
硬件考虑事项
电气规格
- 电压范围: 19-24 VDC 输入
- 信号逻辑: 拉至 GND 以激活输入
- 输出电流: 每个输出最大 100mA(激活时,接地)
- 热保护: 内置热熔断器用于数字接地