AI 驅動文件
您想了解什麼?
觸發模式(手動、數字、感測器)
本頁面解釋了 OV20i 系統中可用的五種觸發模式,以及如何為不同的檢測場景和自動化需求配置每種模式。
觸發模式概述
OV20i 提供五種不同的觸發模式,以適應各種生產環境和自動化需求:
- 手動 - HMI 螢幕觸發
- 硬體 - 電訊號觸發
- PLC - 工業控制器通訊
- 對齊器觸發 - 檢測到部件對齊時自動觸發
- 間隔觸發 - 基於定時器的自動觸發
手動觸發模式
什麼是手動觸發?
手動觸發允許操作員透過 HMI 介面上的螢幕捕獲按鈕直接啟動檢測。
工作原理:
- 操作員在 HMI 介面中點選 捕獲 按鈕
- 相機立即捕獲並處理影象
- 結果實時顯示在 HMI 螢幕上
最佳使用案例:
- ✅ 設定和測試 - 配方開發和驗證
- ✅ 低產量生產 - 偶爾的質量檢查
- ✅ 培訓和演示 - 教授操作員系統功能
- ✅ 故障排除 - 手動驗證檢測結果
配置:
- 在成像設定 > 光度控制中將觸發模式設定為 手動
- 無需額外的硬體連線
- 可從 HMI 頁面捕獲控制訪問
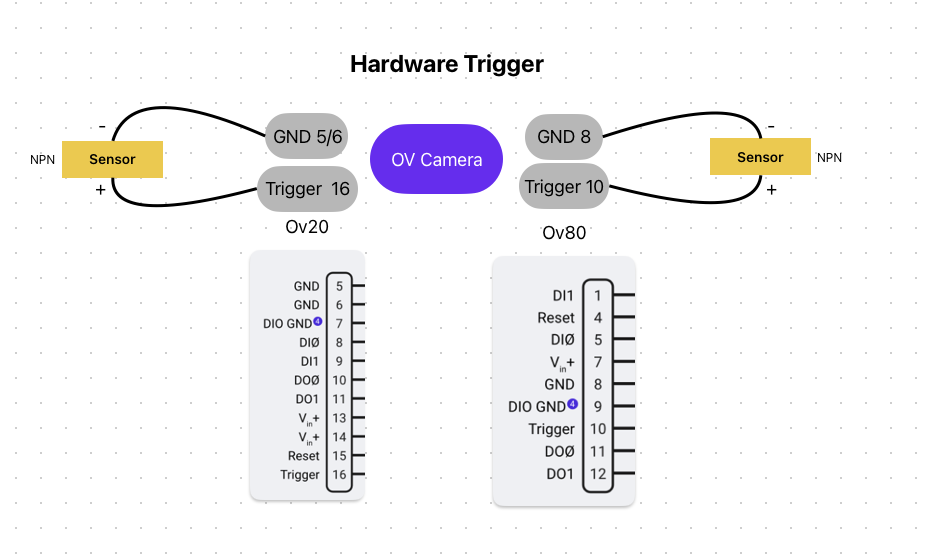
硬體觸發模式
什麼是硬體觸發?
硬體觸發使用直接傳送到相機數字輸入引腳的電訊號來啟動檢測。
電氣連線:
- 觸發輸入引腳: M12 A編碼 17 針聯結器上的數字輸入(DI)
- 訊號型別: 拉至 GND 以啟用輸入
- 電壓: 相容 24V 工業系統
- 響應: 訊號轉換時立即捕獲
工作原理:
- 外部裝置向相機的觸發輸入傳送電訊號
- 相機檢測到下降沿訊號轉換
- 檢測週期自動啟動
- 結果透過數字輸出或通訊協議提供
最佳使用案例:
- ✅ 高速生產線 - 傳送帶整合
- ✅ 感測器驅動系統 - 接近感測器、光電感測器
- ✅ 簡單自動化 - 無需 PLC 的直接電氣整合
- ✅ 改造應用 - 為現有機械新增視覺功能
配置:
- 在成像設定 > 光度控制中將觸發模式設定為 硬體
- 將觸發源連線到指定的數字輸入引腳
- 配置訊號極性和下降沿檢測
PLC 觸發模式
什麼是 PLC 觸發?
PLC 觸發使相機與可程式設計邏輯控制器之間透過工業乙太網協議進行復雜通訊。
通訊協議:
- Ethernet/IP - Allen-Bradley、Rockwell Automation PLC
- Profinet - Siemens、Mitsubishi、Omron PLC 透過乙太網
- 工業乙太網 - 主要 PLC 品牌的通用連線
訊號流過程:
- PLC 觸發命令 - PLC 向相機傳送觸發請求
- 觸發確認 - 相機確認收到觸發
- 曝光完成 - 相機發出影象捕獲完成訊號
- 檢測完成 - 相機指示處理完成
- 合格/不合格結果 - 最終檢測結果傳送到 PLC
高階功能:
- 觸發 ID 跟蹤 - 16 位滾動 ID 用於關聯
- 忙訊號監控 - 相機狀態反饋給 PLC
- 雙向通訊 - 完整資料交換能力
- 配方選擇 - PLC 可以在檢測配方之間切換
最佳使用案例:
- ✅ 複雜自動化系統 - 多站點生產線
- ✅ 資料整合 - 製造執行系統(MES)
- ✅ 配方管理 - 自動檢測切換
- ✅ 質量跟蹤 - 詳細生產報告
配置:
- 在成像設定 > 光度控制中將觸發模式設定為 PLC 觸發
- 配置網路通訊協議
- 設定 PLC 邏輯以進行觸發排序
- 對映資料交換引數
對齊器觸發模式
什麼是對齊器觸發?
對齊器觸發在模板對齊系統成功定位並對齊視野內的部件時自動啟動檢查。
備註
這被視為軟體觸發模式,可能並不適合所有生產場景。
工作原理:
- 模板匹配 - 相機持續搜尋對齊模式
- 部件檢測 - 對齊器根據模板區域定位部件
- 置信度檢查 - 對齊置信度超過閾值
- 自動觸發 - 檢查在沒有外部訊號的情況下啟動
- ROI 調整 - 檢查區域與檢測到的部件位置對齊
模板配置:
- 模板區域 - 用於邊緣檢測的矩形或圓形模式
- 旋轉範圍 - 部件方向的 0-180 度容差
- 靈敏度 - 邊緣檢測靈敏度調整
- 置信度閾值 - 最小對齊置信度(推薦 0.6-0.9)
- 搜尋區域 - 限制區域以提高速度和準確性
最佳使用案例:
- ✅ 可變部件定位 - 部件未固定一致
- ✅ 機器人呈現 - 拾取和放置應用
- ✅ 靈活生產 - 多種部件方向
- ✅ 自動進料系統 - 振動盤、輸送機
限制:
- ⚠️ 軟體依賴性 - 依賴於對齊演算法的效能
- ⚠️ 處理開銷 - 持續的模板匹配影響速度
- ⚠️ 誤觸發 - 可能會在相似但不正確的模式上觸發
配置:
- 在成像設定 > 光度控制中將觸發模式設定為 對齊器觸發
- 配置模板影象和對齊區域
- 設定置信度閾值和搜尋區域
- 測試不同部件變體的對齊可靠性
間隔觸發模式
什麼是間隔觸發?
間隔觸發在預定時間間隔自動捕獲影象,適用於持續監控和定期質量檢查。
工作原理:
- 定時器配置 - 設定檢查間隔(秒、分鐘、小時)
- 自動迴圈 - 相機在指定間隔觸發
- 連續操作 - 獨立執行,無需外部訊號
- 時間戳記錄 - 每次捕獲都記錄精確時間
定時選項:
- 固定間隔 - 定期檢查
- 可配置持續時間 - 捕獲之間的秒到小時
- 開始/停止控制 - 手動覆蓋功能
- 日程整合 - 與生產日程的潛在整合
最佳使用案例:
- ✅ 過程監控 - 持續質量監測
- ✅ 緩慢生產 - 低頻率檢查需求
- ✅ 環境監測 - 定期條件檢查
- ✅ 資料收集 - 統計過程控制取樣
配置:
- 在成像設定 > 光度控制中將觸發模式設定為 間隔
- 配置間隔時間引數
- 設定開始/停止條件
- 定義資料記錄要求
觸發模式選擇指南
| 觸發模式 | 速度 | 自動化水平 | 設定複雜性 | 最佳適用場景 |
|---|---|---|---|---|
| 手動 | 慢 | 手動 | 簡單 | 測試、設定 |
| 硬體 | 快 | 中等 | 中等 | 高速生產線 |
| PLC | 快 | 高 | 複雜 | 複雜自動化 |
| 對齊器 | 可變 | 高 | 中等 | 可變定位 |
| 間隔 | 定期 | 高 | 簡單 | 監控 |
硬體考慮事項
電氣規格
- 電壓範圍: 19-24 VDC 輸入
- 訊號邏輯: 拉至 GND 以啟用輸入
- 輸出電流: 每個輸出最大 100mA(啟用時,接地)
- 熱保護: 內建熱熔斷器用於數字接地